
1/8页
2/8页
3/8页
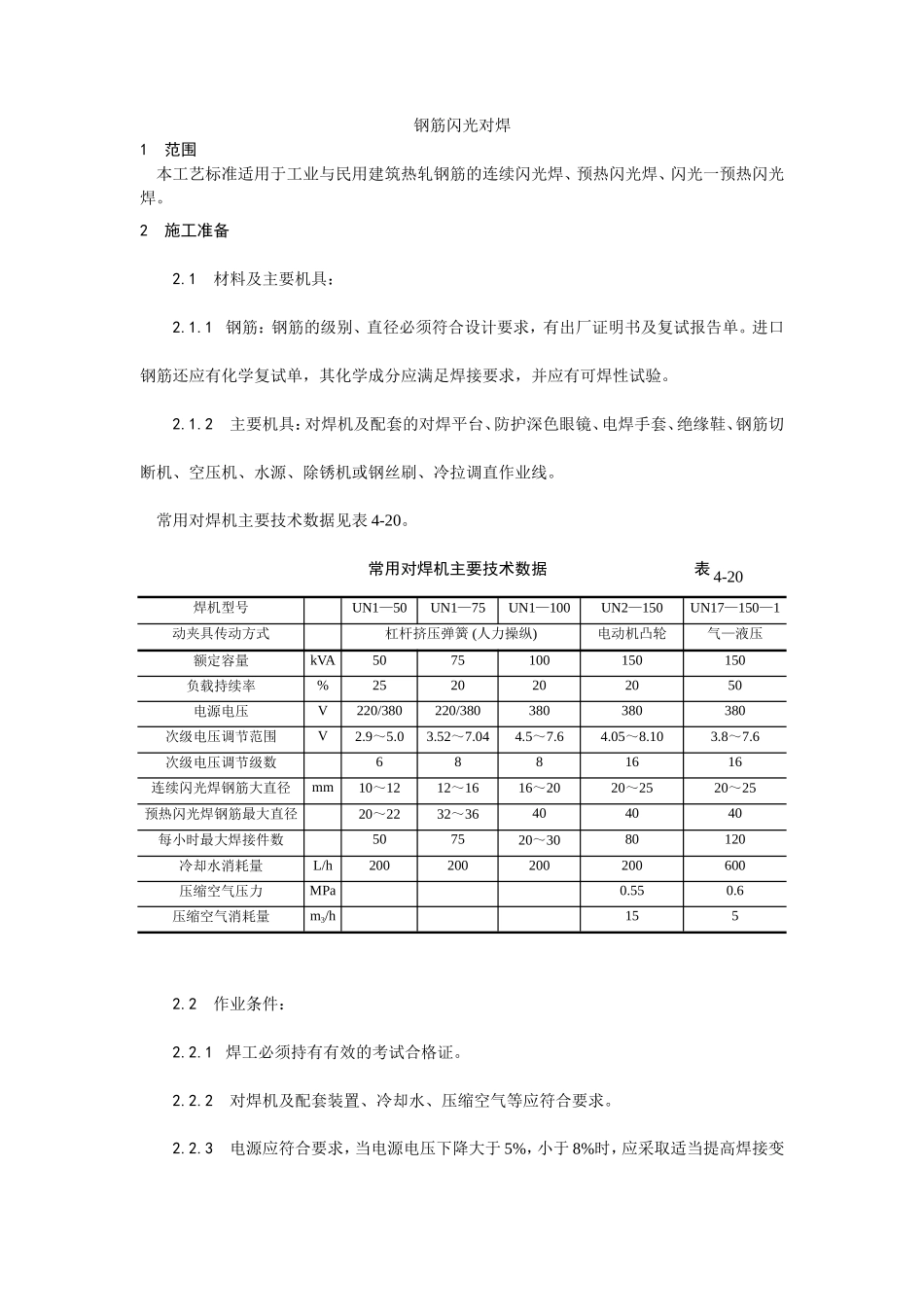
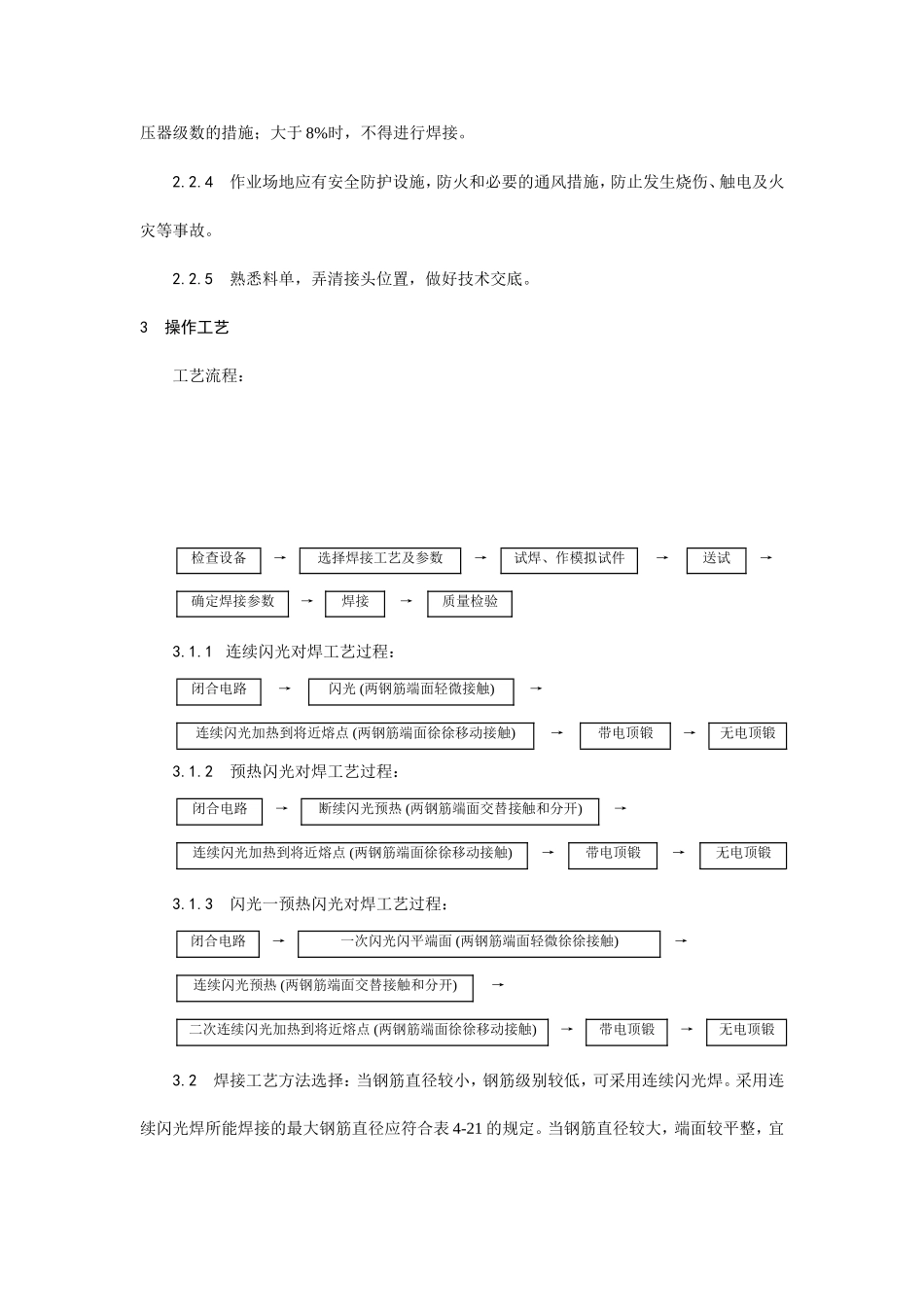
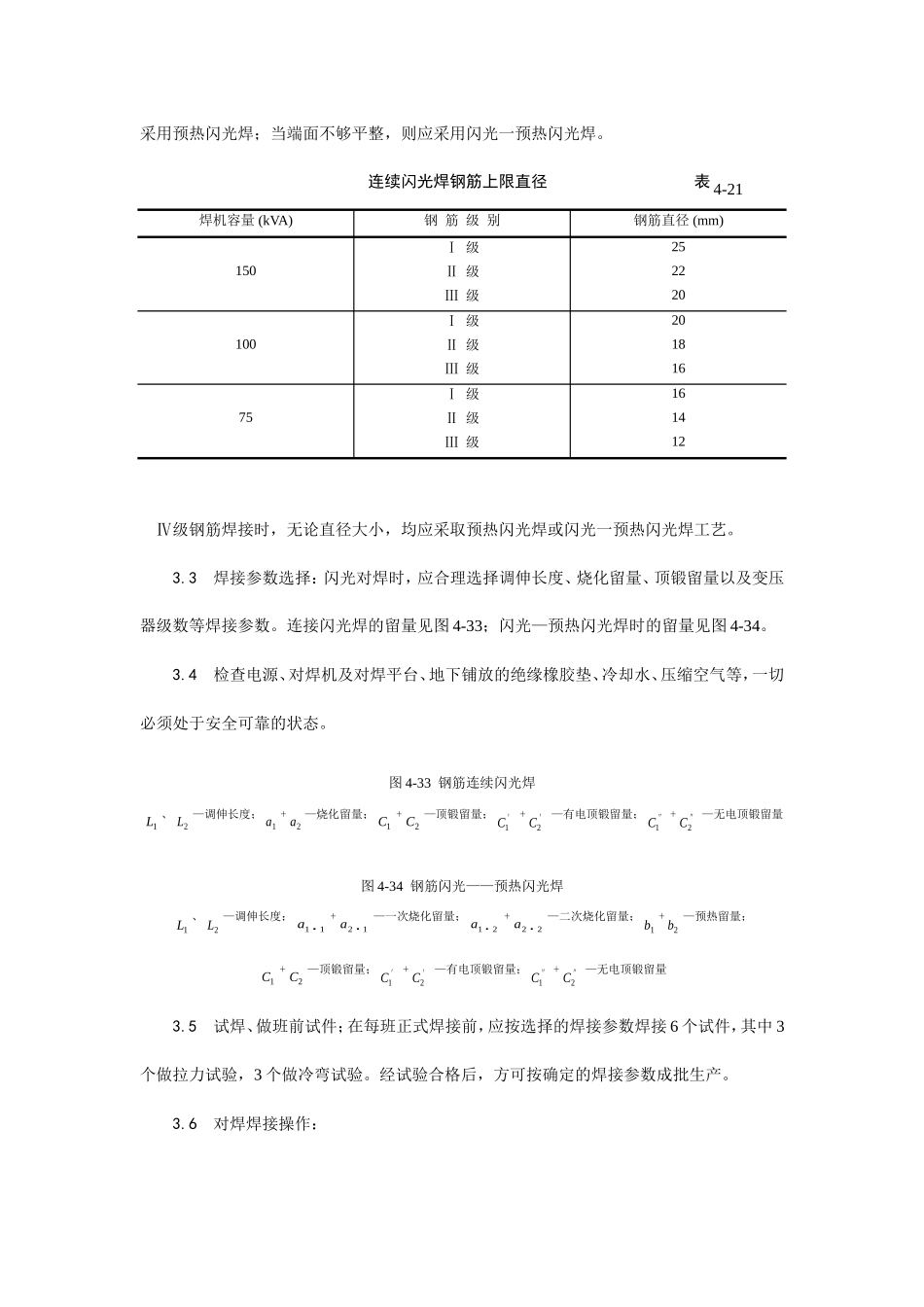
钢筋闪光对焊1 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常用对焊机主要技术数据 表 4-20焊机型号UN1—50UN1—75UN1—100UN2—150UN17—150—1动夹具传动方式杠杆挤压弹簧 (人力操纵)电动机凸轮气—液压额定容量kVA5075100150150负载持续率%2520202050电源电压V220/380220/380380380380次级电压调节范围V2.9~5.03.52~7.044.5~7.64.05~8.103.8~7.6次级电压调节级数6881616连续闪光焊钢筋大直径mm10~1212~1616~2020~2520~25预热闪光焊钢筋最大直径20~2232~36404040每小时最大焊接件数507520~3080120冷却水消耗量L/h200200200200600压缩空气压力MPa0.550.6压缩空气消耗量m3/h155 2.2 作业条件: 2.2.1 焊工必须持有有效的考试合格证。 2.2.2 对焊机及配套装置、冷却水、压缩空气等应符合要求。 2.2.3 电源应符合要求,当电源电压下降大于 5%,小于 8%时,应采取适当提高焊接变压器级数的措施;大于 8%时,不得进行焊接。 2.2.4 作业场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等事故。 2.2.5 熟悉料单,弄清接头位置,做好技术交底。3 操作工艺工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→送试→确定焊接参数→焊接→质量检验 3.1.1 连续闪光对焊工艺过程:闭合电路→闪光 (两钢筋端面轻微接触)→连续闪光加热到将近熔点 (两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻 3.1.2 预热闪光对焊工艺过程:闭合电路→断续闪光预热 (两钢筋端面交替接触和分开)→连续闪光加热到将近熔点 (两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻 3.1.3 闪光一预热闪光对焊工艺过程:闭合电路→一次闪光闪平端面 (两钢筋端面轻微徐徐接触)→连续闪光预热 (两钢筋端面交替接触和分开)→二次连续闪光加热到将近熔点 (两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻 3.2 焊接工艺方法选择:当钢筋直径较小,钢筋级别较低,可采用连续闪光焊。采用连续闪光焊所能焊接的最大钢筋直径应符合表 4-21 的规定。当钢筋直径较大,端面较平整,宜采用预热闪光焊;当端面不够平整,则应采用闪光一预热闪光焊。 连续闪光焊钢筋上限直径 表 4-21焊机容量 (kVA)钢 筋 级 别钢筋直径 (mm)Ⅰ 级25150Ⅱ 级22Ⅲ 级20Ⅰ 级20100Ⅱ 级18Ⅲ 级16Ⅰ 级1675Ⅱ 级14Ⅲ 级12 Ⅳ级钢筋焊接时,无论直径大小,均应采取预热闪光焊或闪光一预热闪光焊工艺。 3.3 焊接参数选择:闪光对焊时,应合理选择调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数。连接闪光焊的留量见图 4-33;闪光—预热闪光焊时的留量见图 4-34。 3.4 检查电源、对焊机及对焊平台、地下铺放的绝缘橡胶垫、冷却水、压缩空气等,一切必须处于安全可靠的状态。图 4-33 钢筋连续闪光焊L1、 L2—调伸长度; a1+ a2—烧化留量; C1+ C2—顶锻留量; C1′ + C2′ —有电顶锻留量; C1″ + C2″ —无电顶锻留量图 4-34 钢筋闪光——预热闪光焊L1、 L2—调伸长度; a11·+ a21·—一次烧化留量; a12·+ a22·—二次烧化留量; b1+ b2—预热留量;C1+ C2—顶锻留量; C1′ + C2′ —有电顶锻留量; C1″ + C2″ —无电顶锻留量 3.5 试焊、做班前试件;在每班正式焊接前,应按选择的焊接参数焊接 6 个试件,其中 3个做拉力试验,3 个做冷弯试验。经试验合格后,方可按确定的焊接参数成批生产。 3.6 对焊焊接操作: 3.6.1 连续闪光焊:通电后,应借肋操作杆使两钢筋端面轻微接触,使其产生电阻热,并使钢筋端面的凸出部分互相熔化,并将熔化的金属微粒向外喷射形成火光...
1、盘古文库是"C2C"交易模式,即卖家上传的文档直接由买家下载,本站只是中间服务平台,本站所有文档下载的收益归上传人(卖家)所有,作为网络服务商,若您的权利被侵害请及时联系右侧客服。
2、本站默认下载后的格式为 docx,pptx ,xlsx,pdf,zip,psd等源文件。office等工具即可编辑!源码类文件除外。
3、如您看到网页展示的内容中含有'"133KU.COM"等水印,是因预览和防盗链技术需要对页面进行转换和压缩成图片所生成,文档下载后不会有该内容标识.
4、本站所有内容均由合作方上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺,文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
在点击下载本文档时,弹出的对话框中,选择“使用浏览器下载”不支持下载工具多线程下载!
部分浏览图可能存在变形的情况,下载后为高清文件,可直接编辑。